発注の詳細
発注先はJLCCNCです.

Build Time: Economic (11 days)で, OCS Expressの送料を含めて$221.54でした. ワンオフ品のウェイト付き2ピース筐体でこれは, 製造ガチャに勝利すればとんでもない価格です. 製造ガチャに勝利すれば……
追記: 輸入消費税と立替納税手数料で+3,350円取られました.
なお, CNC Remarksで注記したウェイト以外は自動見積もりの額そのままでした. 担当者次第で見積もり額が倍違うみたいな馬鹿げたことにならないのは素直にとても良いと思います .
Top Case
- Aluminium 6061
- Bead blasting + Anodizing-Black-Glossy
- ISO 2768 Medium
- Ra3.2
上記の内容で発注し, 価格は$43.10でした.
アルミニウムの素材について
A6061とA7075が選べますが, A6061にしました. 単純にA7075は高くなるので.
A7075はアルマイトで色ムラが出やすくそのせいでZ-Stockを大量に廃棄する羽目になった, という話を某Discord鯖のログで某氏がしていたのを確認していますが, 別にTGR JaneとかLCK Kijouとかでは普通に使われてるわけだし, ここの真相はいまいちよくわかりません. ただ廉価な工場ではやめておいた方がいいのかも.
表面処理について
2025-07-16追記: 下記の文章はなんかよくわからない勘違いをしている部分があるので無視して, この動画を見てください: ツヤ消しアルマイトとは、どんな仕上がり!? - YouTubeJLCCNCの発注画面ではマット加工のアルマイトが標準であるかのようになってるんですけど, これとんでもない罠です. アルマイトのマット加工というのがどういう理屈で行われるか, また処理方法によってどういった影響があるのか, アルマイト「黒」と「つや消し黒」の特徴と違いを理解して、部品用途にあった処理方法を使いましょう | meviy | ミスミによると, 以下のようになります.
種類 つや消しの下地処理 処理内容と仕上がりへの影響 アルマイト「黒」 ─ 薬品によって表面の酸化被膜を除去するため、微小な凹凸ができる。滑らかで高低差はほとんどないため、色ムラは発生しにくいが、光の反射は多い。 アルマイト 「つや消し黒」 薬品処理 薬品によって表面を溶かし、凹凸をつける。滑らかな凹凸になるため、色ムラが発生しにくい。凹凸のないアルマイト「黒」より光の反射が少なくなる。 ブラスト処理 小さな粒体を表面に噴射すること(ブラスト加工)で、凹凸をつける。鋭利な凹凸になるため、色ムラが発生しやすいが、光の反射を散らすことができ、薬品処理よりも光沢が抑えられる。
JLCが薬品処理かブラスト処理のどちらでマット加工しているのかわかりませんが, いずれにせよピカピカアルマイトより手触りが悪化し, 色ムラが発生しやすくなることは間違いなく, マットにしたいなら別の表面処理でやるべきだと思います. アルマイトは光らせましょう.
公差とか
ISO 2768 MediumとRa3.2については, 自キ界隈の人達がみんなこれで発注していたので多分大丈夫だろうということでこのままにしておきました. というかJLC品質の製品に加工精度要求して金額跳ね上がったら本末転倒だと思うし……
Bottom Case
- Aluminium 6061
- Bead blasting + Anodizing-Black-Glossy
- ISO 2768 Medium
- Ra3.2
Topと同じ内容. $97.14でした. Bottomは五軸加工必須なのでどうしても高くなります. 特に書くことなし.
Plate
- Aluminium 6061
- Bead blasting + Anodizing-Red-Glossy
- ISO 2768 Medium
- Ra3.2
Red Plateにしました. $31.71. 特に書くことなし.
Weight
- Brass H59
- Bead blasting
- ISO 2768 Medium
- Ra3.2
- CNC Remarks: flatness < 0.2mm
上記の内容で発注し, $32.15でした. 設計のところで書いたけどウェイトは平らな形状(斜めの加工が必要ない)にした方が大分安く済みます.
発注当時はウェイト用の素材はBrass H59とCopper T2のみ選択可能で, SSは中国国内でのみ可能…… だったのですが, この記事を書いている一月初頭現在中国国外からでもSS(SUS304)を発注できるようになっていました.
撓んだBrass Plateが送り付けられたという報告を見かけたので, CNC Remarksでflatnessを注記しています. 多分これが原因でウェイトのみ自動見積もりより$10くらい高くなりましたが, 歪んだものを送り付けられるわけにもいかないので仕方ないです. SSの場合は不要だと思うので, もしこれから発注する人はSSにした方が安く済むと思います.
製造・着弾を待っている間のこと
JLCCNCの穴加工ミス補填なしについて
発注が完了し, 製造を待っている間にとても見たくない情報が流れてきました.
JLCPCBがミスした穴、補償しろって言ったら、俺が自分で穴を広げるためのドリル購入代を補償するんだってさ。ありえなさすぎて笑う
(原文ではJLCPCBとあるが, JLCCNCでのこと)
適当に検索したところ, 同様の報告が少なくとも2件はTwitter上で確認できました. 加工難易度が低くなるように譲歩して設計すればそれほど問題を起こすことはないだろうと楽観していたのですが, どうやらJLCのことを侮っていたようです. こうして私は着弾までの間, Z-Stockの恐怖に怯えて過ごすこととなりました……
トップケースが品質検査で弾かれて作り直しになる
毎日意味ないよと思いつつ何度も発注履歴から進捗を確認していたのですが, どういうわけか最初に削り終えたはずのトップケースの進捗が一番遅く, 作り直されていることに気付きました. どうやら品質検査で不良品が"ちゃんと"弾かれたようです.
JLC(というかCNC工場全般)の担当者ガチャ的な話はちょくちょく聞いているのですが, もしかしたら担当者ガチャを外していた場合Z-Stockのまま送り付けられていたかもしれないと思うと怖いなあと思いました. というか実際JLCCNCについては不良品が弾かれずそのまま送り付けられてきたっぽい事例をキーボード関係のDiscordにて写真付きで見たことがあるし, 前述した穴加工ミス補填なしの件もあったので……
納品したボトムケースのデータが微妙に間違っていたことに気付く
発送されてから着弾を待っている間に, 設計編の記事を書いていたのですが, その過程で気付いてしまったことがありました. 何故か, ボトムケースの継ぎ目部分のR0.2がなくなっているデータを提出していたのです.
経緯を書くと, まず12月15日の夜に一度発注をしたのですが, その後いつも通り不眠症で眠れなくなっていたところ, ウェイトの位置をもっと上にずらしてもよく(Daugtherboard周辺のそれと衝突するとなんか勘違いしていた), そうした方が見栄えがいいことに気付きました.
ウェイトの位置もっと上にしても問題ないことに気付いた. サンキュー不眠症.
早朝4時半, 営業時間に入る前に発注をキャンセルして設計を修正することにしました.
そして最終的に提出したデータ, Ijoken-proto-v1-bottom-fix.step が生成されたのですが……
何故かこのデータからは継ぎ目部分の処理がなくなっていました. なんで?
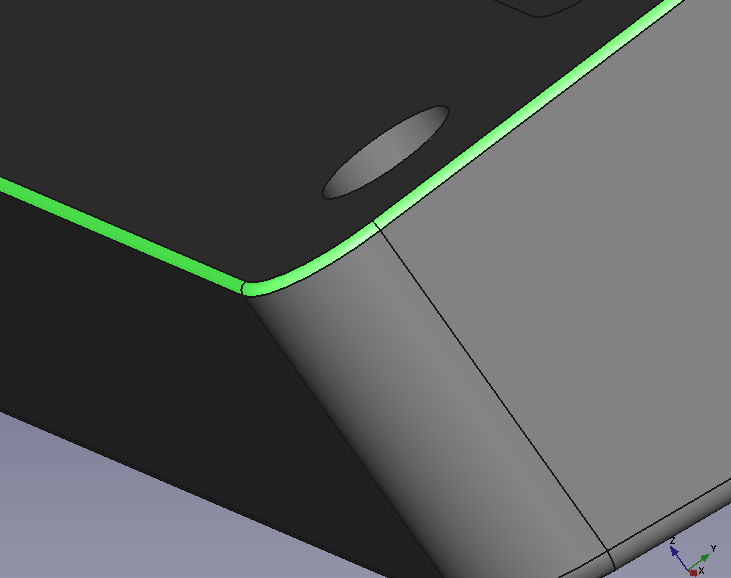
↑これが正しい本来の設計. ここの部分がボトムケースだけなくなった状態で提出した……
なんでこんなことになってしまったのかはよくわかりませんが, 不眠・完徹で判断能力が低下しているときに発注をかけるような真似は絶対にしてはいけないのだと思いました. あと糸面取りについても横着せず, ちゃんとデータとTechDrawの両方で明記した方がよいのだと思いました. 工場・担当者がここ違くね?と指摘してくれるかは分かりませんが……